Cutting aluminum on a CNC router is very common. The two questions I always ask a customer when they ask for cutting recommendations is “what grade aluminum is it?” and “are you using misting fluid?” Sometimes it is referred to as lubricant. Regardless, misting fluid/lubricant is essential when CNC routing any grade of aluminum.
When cutting aluminum, the CNC bit and the aluminum itself generate heat. Misting fluid comes in either an alcohol- or vegetable-based liquid that keeps the bit and material cool. It is especially crucial when longer or heavier cutting operations take place. This will allow for improved cut quality, an increase in bit life, and put less pressure on a CNC machines’ spindle. If you know anything about CNC routing, these factors are the name of the game. Better cut quality equates to generating and retaining customers. Increased tool life not only saves time but also cuts costs. Less pressure on a machine’s spindle will allow the spindle to operate properly for a longer period of time. This is why misting fluid is essential.
Liquid X Misting Fluid (Alcohol Based)
Alcohol-Based Misting Fluid
An alcohol-based lubricant is the most popular because it excessively cools down the material and tooling more than alternatives. It also evaporates, leaving less fluid on the cut-out material, creating less after-processing. Alcohol-based misting fluid is know as the max performance fluid and is recommended in most cases.
A vegetable-based lubricant, though is not as popular, has its place in the industry. My customers who currently use this product have either wanted a more “green” approach to their process or have little-to-no fume evacuation in their workshop. Most workshops have dust evacuation systems and air flowing in and out of their facility. For those who don’t, this may be a great alternative.
Since we are on the topic of cutting aluminum, let’s briefly review the DLC coated aluminum-cutting bits. The additional coating will help decrease heat being generated while cutting aluminum and allow for longer tool life. For very light aluminum cutting, these have even been capable of being used without misting fluid. I personally still recommend using lubricant, but this is a way of doing a one- or two-off project without it. The customer who makes the switch to the DLC Viper Bit typically does not go back to a non-coated bit due to the increase in tool life and cut quality.
When orders are placed, they will be double checked to ensure no errors were made and customer follow up will take place during the same day (unless an order is made after hours). If products are available, which most of them are, they will be shipped out the same day. If they are not available, a lead time will be provided. Feel free to reach out for any assistance with our website or anything else regarding CNC routing and knife cutting.
Here to help with tooling recommendations (bits, knives, collets, tool holders, maintenance kits, torque stations, etc.) and cutting recommendations (feeds/speeds, tips/tricks, # of passes, etc.).
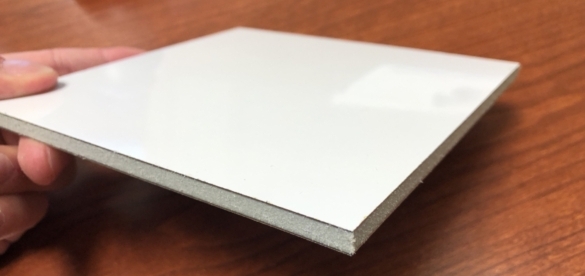
Aluminum composite material is often cut out on a CNC router. The versatility of this material is what makes it so popular. From outdoor signage and constructing walls to channel letter backing, the possibilities are endless. Compared to single-layer aluminum plate, ACM is lighter and more affordable while still offering durability and rigidity. For those looking to learn how to cut this material, follow along.
For this experiment, we set out to create the backing of a box for a sign. This entailed cutting out the shape of the box, v-grooving the sections that needed to be bent to shape, and drilling holes for attaching the face of the sign.
Cutting Through
We cut through 3mm ACM with an X-Edge 1/4″ single o flute upcut bit (XVO2232). This bit does very well on both aluminum and ACM. We found that cutting in climb direction produced the best finish. Our feed rate was 200 inches per minute (IPM) and our spindle speed was 22,000 rotations per minute (RPM). This seemed to do very well, cutting through the entire material in one pass.
XVO2232 (1/4″ Single Flute Up-Spiral)
V-Grooving To Bend
Some important factors for v-grooving ACM to bend are controlling the cut depth and using the correct tool. The v-groove tool should cut through the first layer of aluminum and the center plastic layer. The goal is to get as close the the second layer of aluminum as possible without cutting through any of it. This allows it to bend while still being durable. Using a tool with a flat tip is very important. When you eventually bend the material, it needs space to ben properly. A bit that comes to a full point does not leave enough room for this. That is why we used an X-Edge 2 flute 90 degree bit with a flat tip (XACM90-V). Our feed rate was 150 inches per minute (IPM) and our spindle speed was 14,000 rotations per minute (RPM). This again seemed to do very well, cutting through both layers in one pass.
XACM90-V (Two Flute 90 degree V)
Drilling Holes
If you need to drill multiple holes, I highly recommend using a 2 flute carbide drill bit. These are created for long life and making perfect drill holes on a CNC machine. For this experiment, we needed 1/4″ holes so we used a 1/4″ 2 flute solid carbide drill from X-Edge. Our plunge rate was 100 inches per minute (IPM) and our spindle speed was 4,000 rotations per minute (RPM). This cut through all three layers, smoothly and accurately.
XCD2082-S (Two Flute Solid Carbide Drill)
Quick Details / Recommendations:
Material: 3mm aluminum composite material (ACM)
Tool # 1 (cut through) single o flute upcut (XVO2232) – BUY HERE
Tool # 3 (1/4″ holes) 2 flute carbide 1/4″ drill bit (XCD2082-S) – BUY HERE
Plunge Rate: 100 IPM / Spindle Speed: 4,000 RPM
When orders are placed, they will be double checked to ensure no errors were made and customer follow up will take place during the same day (unless an order is made after hours). If products are available, which most of them are, they will be shipped out the same day. If they are not available, a lead time will be provided. Feel free to reach out for any assistance with our website or anything else regarding CNC routing and knife cutting.
Here to help with tooling recommendations (bits, knives, collets, tool holders, maintenance kits, torque stations, etc.) and cutting recommendations (feeds/speeds, tips/tricks, # of passes, etc.).
Achieving a clear and glossy finish is essential when an acrylic edge is seen or touched by people. This is why polishing acrylic is such a popular topic within the CNC routing community. One way to achieve a great finish on acrylic is by flame polishing the edges after cutting a part out. However, this means that someone has to run each part through a flame consistent enough to reach the desired goal. The other options are using either a diamond bit that chucks up into a CNC router or a diamond edge polishing machine. These options minimize human error by automating the process.
One of our top suppliers, X-Edge Products, recently released the Acryl-X Series that contains MCD bits and a machine with MCD diamond. It’s important to understand the difference MCD and PCD diamond which I will explain along with the new Acryl-X Series. Let’s get into it!
What is PCD Diamond?
PCD Diamond is a synthetic polycrystalline diamond grit that has been fused together under high-pressure, high-temperature conditions in the presence of catalytic metal. The extreme hardness, wear resistance, and thermal conductivity of diamond make it an ideal material for the cutting tools manufacturing.
What is MCD Diamond and why is it better?
MCD Diamond is a natural monocrystalline diamond that is cut in a variety of ways for different diamond tooling applications. It is commonly used in special dressing and turning applications that require very different dimensions and crystal orientation to perform the required task.
Compared to PCD, cutting tools that contain MCD have a tool life that is 3-10 times more than cutting tools with PCD. There is also an improved and noticeable clarity difference on the edge finish with MCD. Even though the cost of MCD tools are higher than PCD tools, the slight increased price is often worth the 3-10 times tool life and improved clarity especially in a situation where the tool will be used long term.
The Acryl-X Series is dedicated to producing the highest acrylic edge quality possible by utilizing natural diamonds (MCD) to polish the acrylic. Offered both as a polishing router bit to use on your CNC router, and as a stand alone polishing machine for faster offline polishing of straight cut parts.
To achieve the best possible finish, add a precision tool holder (such as a Titan Chuck) while using these tools. The extremely high clamping force allows for longer tool life and better edge quality.
220 Volt (110v option) | 1 Phase | 3/4″ Max Thickness | MCD Head Included
The Acryl-X (XPM-1071) vertical desktop edge polishing machine is for producing high gloss as well as satined edge finishes or even tension-free edges for gluing.
Processing speed can be adjusted to suit any material with a turn of the variable speed input, conveniently located on the front of the machine. The housing is made entirely of heat-dissipating aluminum along with ventilation slots to prevent over heating. The protective hood of the polishing machine is designed to prevent material chips from causing surface smear.
*Note* 110v converter option is available at an additional cost
As a CNC operator, you understand the importance of having the right tools at your disposal. The correct end mill can make all the difference in achieving precision and accuracy. End mills come in various shapes and sizes, each with its own unique purpose. In this article, I will highlight seven must-have end mills for every CNC operator to own. From spoil board cutters to V-groove cutters, these tools are essential for any CNC router user looking to take their work to the next level. Let’s dive into it!
The spoil board cutter is an essential end mill for any CNC operator. As the name suggests, it is used to cut into a spoil board or sacrificial material that lies beneath the workpiece. This ensures that there is no damage to the actual workpiece during cutting.
Spoil boards are typically made of low-cost materials like MDF or LDF and can be easily replaced after they become worn out. A dedicated spoil board cutter allows you to clear away debris and create a perfectly flat surface for future jobs. When choosing a spoil board cutter, opt for one with multiple flutes as it will help in better chip evacuation and produce cleaner cuts. Also, consider getting one with a large diameter so that you can cover more area quickly.
In summary, investing in a good quality spoil board cutter will not only save your workpieces from accidental damage but also give you the peace of mind knowing that your CNC router is equipped with all necessary tools to handle any job thrown at it.
When it comes to CNC machining, the ball nose bit is a must-have for any operator. Its unique design features a rounded tip that allows for smooth and precise cutting in both 2D and 3D machining applications.
One of the major advantages of using a ball nose bit is its ability to create complex shapes without leaving sharp edges or corners. This makes it ideal for creating intricate designs on materials such as wood, plastics, and metals. Another benefit of this end mill is its versatility. It can be used for both roughing and finishing operations, making it a valuable tool in any CNC operator’s arsenal. Plus, with various sizes available, from small to large diameters, there’s no limit to what you can create with a ball nose bit.
However, one thing to keep in mind when using this type of end mill is its tendency to wear down faster than other types due to the constant contact between the rounded tip and material being cut. So be sure to have extra bits on hand for longer production runs.
All in all, if you want precision cuts and complex designs without sharp edges or corners in your CNC projects then investing in a quality ball nose bit should be at the top of your list.
The compression bit is essential tool for every CNC operator cutting wood or laminate products. This end mill works by combining a down-cut and up-cut flute design, allowing it to compress the material being cut. It’s perfect for cutting materials that are prone to chipping or tearing such as plywood and MDF.
The way this bit compresses the material results in cleaner cuts with fewer burrs which can save you time on sanding and finishing work. You’ll also see a significant reduction in material waste since there will be fewer chips created during the milling process.
Compression bits come in various sizes, so make sure you choose one that’s appropriate for your project needs. Smaller bits are ideal for intricate designs while larger ones allow you to cut faster and remove more material at once. Investing in a high-quality compression bit will result in better finished products, less wasted materials, and ultimately save you time and money in the long run.
A CNC operator who works with plastics should have a Single O Flute end mill in their toolkit. Why? Because this type of end mill is specifically designed to work well with plastic materials like acrylic, PVC, and polycarbonate.
The Single O Flute has only one cutting edge which helps reduce the amount of heat generated during milling. This results in less melting or warping of the plastic material being worked on. Another benefit of using a Single O Flute end mill is its ability to produce clean cuts and sharp edges. When working with plastics, precision is key since any errors can be magnified once the finished product is assembled.
Additionally, this type of end mill reduces chip load and clogging that can occur when milling softer materials. It also allows for faster feed rates which translates into increased productivity and efficiency in your CNC operations.
Single O Flute end mills are versatile tools that can accomplish many cutting tasks on CNC routers. When it comes to aluminum and ACM (aluminum composite material), a Single O Flute is an essential tool for any CNC operator.
Just like the Single O Flute for plastics, the Single O Flute for aluminum only has one flute which allows for better chip evacuation and reduces heat buildup during cutting. This results in cleaner cuts with less burrs or chatter marks.
Single O Flutes designed specifically for aluminum and ACM often come with a special coating that prevents built-up edge (BUE) – a common problem when machining these materials. With this coating, the tool’s lifespan is extended while ensuring consistent performance throughout its use. Another advantage of using the Single O Flute in Aluminum/ACM applications is its ability to create smooth surfaces without leaving any residue behind. Its design makes it ideal for creating intricate designs such as curves, slots, and pockets on these materials.
Having a good quality Single O Flute end mill specifically designed for Aluminum/ACM will not only improve your cutting efficiency but also give you clean finished-edges every time.
A V-Groove cutter is a type of end mill that is used for creating precise and clean grooves in materials like wood, plastic, and aluminum. It has a pointed tip with the desired degree angle that creates sharp edges and corners.
One of the main advantages of using a V-Groove cutter is its versatility. It can be used to create intricate designs, bevels, or letters/numbers on various surfaces with ease. This makes it one of the most popular tools among CNC operators who work with signage, design, or engraving. Another benefit of using this tool is its efficiency in cutting materials at high speeds without causing any chipping or splintering on the surface. The sharp edges created by the cutter ensure that every cut made is precise, making it ideal for projects where accuracy is essential.
V-groove cutters also come in different sizes which means they can handle varying depths and angles depending on what you need them to do. This feature ensures that you have more flexibility over your project requirements while still achieving great results. If you are looking for an end mill that can produce accurate cuts while offering versatility across multiple materials then look no further than the v-groove cutter!
Drill bits are technically not end mills but they are essential tools for any CNC operator. They are used to create holes in a variety of materials, including wood, metal, composites, and plastic. While end mills can also be used to helix out holes, they may not be the best option for every situation.
One advantage of using drills over end mills is that they are typically faster at creating holes. This can save time when working on larger projects or when drilling many small holes. Another benefit of a drill bit is that it is much more affordable than an end mill, not to mention it takes some of the workload off your more expensive bits.
It’s important to choose the right size drill bit for your project as well. A bit that is too small will create an undersized hole while one that is too large can damage the material or cause excessive vibration. Having a selection of high-quality drill bits in various sizes and styles will help ensure success with any CNC drilling project.
When orders are placed, they will be double checked to ensure no errors were made and customer follow up will take place during the same day (unless an order is made after hours). If products are available, which most of them are, they will be shipped out the same day. If they are not available, a lead time will be provided. Feel free to reach out for any assistance with our website or anything else regarding CNC routing and knife cutting.
Here to help with tooling recommendations (bits, knives, collets, tool holders, maintenance kits, torque stations, etc.) and cutting recommendations (feeds/speeds, tips/tricks, # of passes, etc.).
CNC routers have revolutionized the manufacturing and woodworking industries, bringing precision, efficiency, and versatility to various applications. As technology continues to advance, the significance of CNC routers only grows. This article explores the importance of CNC routers and their impact on modern production processes.
What is a CNC Router?
A CNC (Computer Numerical Control) router is a computer-controlled cutting machine that carves materials like wood, metal, plastic, and foam. By using a rotating bit, CNC routers can create intricate designs, shapes, and patterns with high precision. These machines can automate complex tasks, enhancing productivity and consistency.
Key Benefits of CNC Routers
1. Precision and Accuracy
CNC routers offer unmatched precision. The ability to execute complex designs with tight tolerances means that manufacturers can produce high-quality components consistently. This level of accuracy is essential in industries like aerospace, automotive, and cabinetry, where even minor deviations can lead to significant issues.
2. Increased Efficiency
Automating the cutting process with CNC routers significantly increases efficiency. These machines can operate continuously, allowing for rapid production runs and minimizing downtime. As a result, businesses can meet tight deadlines and scale operations without sacrificing quality.
3. Versatility
CNC routers are incredibly versatile. They can handle a wide range of materials and applications, from intricate wood carvings to metal fabrications and prototypes. This adaptability makes CNC routers a valuable asset across various industries, including furniture making, signage, and industrial manufacturing.
4. Reduced Labor Costs
While initial investments in CNC technology can be high, the long-term savings often outweigh the costs. By automating processes, companies can reduce labor costs and mitigate the risks associated with human error. This efficiency leads to lower production costs and increased profit margins.
5. Complex Design Capability
CNC routers enable designers and engineers to create complex shapes and patterns that would be nearly impossible to achieve with traditional methods. This capability opens up new avenues for creativity, allowing businesses to innovate and differentiate their products in the marketplace.
6. Improved Safety
CNC routers enhance workplace safety by minimizing manual handling and exposure to hazardous cutting tools. With automated processes, operators can focus on monitoring and maintaining the machine rather than performing risky manual operations.
Applications of CNC Routers
CNC routers find applications across numerous sectors, including:
Woodworking: Creating furniture, cabinetry, and intricate wood designs.
Sign Making: Producing detailed signage and promotional displays.
Automotive: Fabricating components and prototypes with precision.
Aerospace: Manufacturing lightweight and durable parts to stringent specifications.
Arts and Crafts: Allowing artisans to produce unique pieces with intricate details.
Conclusion
The importance of CNC routers in modern manufacturing cannot be overstated. With their precision, efficiency, and versatility, these machines have become essential tools in various industries. As technology continues to advance, CNC routers will likely evolve further, leading to even more innovative applications and benefits. Embracing CNC technology is crucial for businesses looking to stay competitive and meet the demands of today’s fast-paced market.
Solid Carbide: provides best rigidity and a prolonged tool life
Carbide Tipped: Incorporates the wear resistance of carbide and the toughness of a high speed steel body
High Speed Steel: provides tough body and the sharpest cutting edge
Flute Geometry
Straight: offers a neutral cutting action and highest force
Upcut: offers the best surface finish and chip evacuation. Can cause material lifting if vacuum or fixturing is not sufficient
Downcut: provides a downward force which helps eliminate part lifting. Chip re-welding may occur if there is no space below the part for chip expansion
Compression: used for wood and laminated materials, produces a good top and bottom finish on the part. Eliminates fraying and chipping
Number of Flutes
Single Flute: Allows for larger chip-loads in softer materials
Double Flute: Allows for better part finish in harder materials
Multiple Flutes: Allows for faster speeds and an even better part finish in harder materials
*Note*: As the number of cutting edges increase, your feed rate should increase to prevent burning and premature tool dulling
Tool Heat
If a feed rate is too low, heat will be generated causing the cutting edge to break down and dull quickly. To check this, run a nest of parts and stop the spindle. When the spindle has stopped rotating, carefully feel the tool’s temperature. It should be at or near room temperature. This can also be done with a temperature gun. It’s a great resource to have near a CNC machine.
Collet & Tool Holder Life Span
Collets have a life span of roughly 3 months (depending on use). Replacing the collets in a timely fashion will ensure your operation runs consistently and prevents tool breakage. When inserting a tool into the collet make sure the flute fadeout does not enter the collet. This will cause run out and potentially lead to tool breakage. To ensure proper clamping, the tool shank should fill most of the collet. Proper torque when tightening the nut is not only an important safety measure but also effects tool life, cut quality and spindle performance.
Tool Holders have a life span of roughly 2 years (depending on use). Replacing the tool holders will ensure your spindle is not receiving addition pressure and prevents tool breakage. Replacing both the tool holder and collet in a timely fashion will also increase cut quality and tool life.
Tooling Maintenance
Storage of all tooling is important. If possible, keep extra tools in original cases and in a tool box. Debris and dust buildup can wear these items or cause runout when loaded into a spindle. Using a protectant/cleaner is a great way to get more out of your tools. Cleaning collets and tool holders between every tool change is key to long term cutting success.
When orders are placed, they will be double checked to ensure no errors were made and customer follow up will take place during the same day (unless an order is made after hours). If products are available, which most of them are, they will be shipped out the same day. If they are not available, a lead time will be provided. Feel free to reach out for any assistance with our website or anything else regarding CNC routing and knife cutting.
Here to help with tooling recommendations (bits, knives, collets, tool holders, maintenance kits, torque stations, etc.) and cutting recommendations (feeds/speeds, tips/tricks, # of passes, etc.).
At CNC Tooling Shop, we are often asked if it’s possible to cut steel composite materials, such as Duraplate or Maxmetal Element, on our CNC Routers. I’ve heard conflicting statements, so I thought I’d do some testing and share the findings. The goal was to not only cut the material but to also find out how the tools fare and find the optimal feeds and speeds to achieve the best quality. A customer sent us some Duraplate and we were off to the races.
Duraplate composite panels were invented by Wabash National in Lafayette, Indiana (1996) for freight trailers, truck bodies and portable storage containers. It consists of two skins (80,000 psi-yield galvanized steel) that sandwich a high density polyethylene core. Coatings on the steel insure longevity and corrosion protection. It doesn’t absorb moisture and beats out the previous method of using plywood or fiberglass reinforced panels that rip and splinter. Since this creation has come about, other applications include military, building, storage, and industrial products.
With an array of research and testing, we found that the Saber Series four flute coated bit from X-Edge Tools worked the best. The bits were created to cut Steel Composite Material. The coating makes them durable and long lasting. No other CNC bit, that we tested, offered anywhere near as well of a finish.
XS2052 (Saber Series) 1/4″ Diameter
Results explained:
Routing the Duraplate at 114-200 IPM / 14,000 RPM with XS2052 (BUY HERE) worked perfectly once we found out that climb cut was the proper direction. Our plunge rate was 70 IPM and we used an alcohol-based misting fluid called Liquid-X (BUY HERE). It left behind a healthy chip size and a clean cut. We started with a 4’ X 4’ square and cut smaller and smaller squares until we only had 6” by 6” left. The bit we used could have cut much more before finally getting dull, so we can assume that the tool life is acceptable when cutting at proper feeds/speeds.
Duraplate Cutting Chips
We also tried cutting at different feeds and speeds, without luck. Cutting faster resulted in the spoil board burning, decreased cut quality, and a loud screeching sound from the tool hitting the material. I would expect the tool to wear out very fast if used faster than recommended as well as being a fire hazard. Cutting slower than recommended didn’t leave as nice of cut quality and could possibly lead to tools breaking and wearing fast.
Cutting Duraplate Too Fast
Quick Details / Recommendations:
Material: 6mm steel composite material (Duraplate)
Stay tuned for many more articles to come related to CNC routing from CNC Tooling Shop. We will also be sharing videos and updates on our (and Specialty Machinery Inc.’s) social media pages. Stay up-to-date by following us on LinkedIn, Facebook, or YouTube.
If you need any help with cutting specific materials on your CNC machine, please call me at (616) 502-7277. I manage the tooling department, where we distribute CNC tooling for an array for CNC machinists and companies. We are known for but not limited to working with brands such as X-Edge Tools, LMT Onsrud, Techniks, Whiteside, LMT Belin, Amana, Monster Tool Company, and more. Thanks for stopping by.
Greg Smolka (Author)
CNC Tooling & Application Manager
Here to help with tooling recommendations (bits, knives, collets, tool holders, maintenance kits, torque stations, etc.) and cutting recommendations (feeds/speeds, tips/tricks, # of passes, etc.).
You might be asking yourself “What’s a drill chuck?” which is exactly why I’m writing this article. When I show these to my customers, the first thing they say is “So, I never have to buy a random sized collet for drill bits again?” to which my answer is “Exactly!”. I’m guessing that you’re really interested in what it is now.
These are the X-Edge HSK32, ISO30, and HSK63 tapered drill chucks:
HSK32
ISO30 HSD or COL
HSK63
A drill chuck is a tool holder with an HSK32, ISO30 or HSK63 taper that holds all sized drill bits with a ½” shank or smaller. Loading and unloading a drill bit into a drill chuck works similar to a handheld drill. You simply adjust the holder, by hand, to open or close the clamping teeth to secure or release the drill bit. These are rated to run at proper drilling RPM’s, ensuring that your spindle is being taken care of.
Like I mentioned before, this eliminates having a collet for every size drill bit that you plan to use on your CNC machine. It’s a great product that can save an immense amount of time, hassle, and money. There are three taper options for these: HSK63, HSK32, and ISO30. Warning, don’t confuse “drill bits” with “CNC bits”. If you need any clarification, please reach out.
Feel free to request help with the optimal plunge rate and spindle speeds. It is important to know the lowest spindle speed your machine is capable of before using these, as that is sometimes the spindle speed needed. For example, we recently drilled holes in HDPE and ACM at 4,000 RPM which was the spindle’s slowest speed.
When orders are placed, they will be double checked to ensure no errors were made and customer follow up will take place during the same day (unless an order is made after hours). If products are available, which most of them are, they will be shipped out the same day. If they are not available, a lead time will be provided. Feel free to reach out for any assistance with our website or anything else regarding CNC routing and knife cutting.
Here to help with tooling recommendations (bits, knives, collets, tool holders, maintenance kits, torque stations, etc.) and cutting recommendations (feeds/speeds, tips/tricks, # of passes, etc.).
Why pay more money for a knife blade on your Colex CNC machine than you have to? At CNC Tooling Shop, we offer Colex compatible knife blades at a lower cost and better quality.
Lately, Colex CNC machine users have been calling me because they can’t get their hands on the knives they need. We not only were able to supply them with the blades that they needed but we saved them money in the process.
Some materials being cut on Colex CNC machines include Corrugated Stock, Foam Board, Styrofoam, Foam Board, Honeycomb Board, Falcon Board, Vinyl, Magnet, PVC, PVC Sintra, Styrene, Foil, Coroplast, Card Stock, Xanita, Triple Wall, Fabric, Textile, and more. We have the blades to cut it all.
Here is a cheat sheet to reference your Colex CNC knife blade part number:
Feel free to take 15% off your first order with coupon code “FIRST15”. If you have any questions or need a recommendation, please call me (Greg) at (616) 502-7277 or email me at greg@cnctoolingshop.com
Greg Smolka (Author)
CNC Tooling & Application Manager
Here to help with tooling recommendations (bits, knives, collets, tool holders, maintenance kits, torque stations, etc.) and cutting recommendations (feeds/speeds, tips/tricks, # of passes, etc.).
A recent question was asked by one of my customers “These two bits look the same, can I use them interchangeably?”. The customer was referring to a single o flute CNC bit for plastics and a single o flute CNC bit for aluminum and ACM. Even though both of these bits could cut the opposing material they are made for, the answer is “No!”.
Here’s why.
Single O flute CNC bits may look similar but they are created differently to optimally cut a specific material. Four main factors distinguish these apart from one another and are critical to the edge finish and tool life. If you’re looking for optimal edge finish, use the single o flute meant for that specific material.
Helix Angle
Cutting Geometry
Polished Flutes
Cutting Edge Sharpness
Before diving into each one of these, I will note that upcut bits are going to provide the best quality, effective chip evacuation, and remove more heat. A downcut bit is used more often when additional part hold-down is necessary. A downcut bit can cause rewelding of parts which is where a slight groove in the spoilboard can be helpful for chips to fall free.
Single O Flute CNC Bits (Acrylic/Wood/Assorted Plastics)
1. Helix Angle
The helix angle of a tool is measured by the angle formed between the centerline of the tool and a straight line tangent along the cutting edge. The helix angle on a single o flute for plastics is going to be less than one made for aluminum. A “multi-purpose bit” is going to be somewhere in the middle. Please note that a multi-purpose bit will not cut plastics as well as a bit created to cut plastics nor cut aluminum as well as one created for aluminum. These are common for users operating a collet spindle in which they use one bit in order to save time. If you have tool holders and automatic tool changing, there is no need for an expensive bit that provides poor quality.
2. Cutting Geometry
The research and testing behind CNC tool cutting geometry was very important in deciding how to achieve high quality edge finishes. This is research that continuously improves which is why new tools flood the market every year. The way a CNC bit cuts into a material and then releases the material chip is important. Too large of flutes could tear material instead of cutting it. Too many flutes could cause an increase of heat. There are many geometry factors that require complete optimization for a tool to work properly. When it comes to single o flute CNC bits, this is exactly the case. The geometry of each has been optimized for recommended materials.
Single O Flute CNC Bits (Aluminum/ACM/Wood)
3. Polished Flutes
Polished flutes assist in providing a clean or smooth finish, especially when it comes to a material like Acrylic. The goal, when cutting acrylic, is often to achieve the best and most clear or see-through edge. A polished flute is best suitable to assist in this process because there are fewer tool edges that can cause inconsistencies. On the other hand, a polished flute is not necessary for cutting a material like aluminum. Aluminum is tough enough and doesn’t show tool marks as frequently.
4. Cutting Edge Sharpness
You may think that the goal for tooling would be to sharpen the cutting edge as sharp as it can get. The problem with that is that the edge will then become brittle and/or inconsistent which in turn can cause a shorter tool life and/or poor edge quality. Each single o flute has a sharpness that is best suitable for the material that is recommended.
All in all, single o flute CNC bits made to cut plastic should be used on plastic and the ones meant to cut aluminum/ACM should be used on aluminum/ACM. Again, I personally don’t recommend multi-purpose bits unless someone has a collet spindle, low quality standards, and time constraints. So, do not use single o flute CNC bits interchangeably unless you don’t care about edge quality and tool life. Your product will not look as good as it should and your bits won’t last as long as they could.
Find CNC Single O Flute Plastic Cutting Bits: HERE
Find CNC Single O Flute Aluminum Cutting Bits: HERE
When orders are placed, they will be double checked to ensure no errors were made and customer follow up will take place during the same day (unless an order is made after hours). If products are available, which most of them are, they will be shipped out the same day. If they are not available, a lead time will be provided. Feel free to reach out for any assistance with our website or anything else regarding CNC routing and knife cutting.
Here to help with tooling recommendations (bits, knives, collets, tool holders, maintenance kits, torque stations, etc.) and cutting recommendations (feeds/speeds, tips/tricks, # of passes, etc.).